


{kind=link}
Bottom Bracket Selection Guide

For awhile now Specialized has been epoxying aluminum cups into the bottom brackets of their creaking-prone carbon OSBB PressFit bikes, such as the Venge, to convert them to creak-prone BB30 bikes. I’m going to spare you my thoughts on this debacle, but I will tell you that it’s not permanent, thankfully.
For the video version of this bottom bracket conversion technique, check this out:
There are a few ways to handle the situation if you have a Specialized OSBB creaking issue. For some the answer is to install one of our BB30 Specialized BB30 bottom bracket modules right in over the top of the epoxied-in cups. Easy enough. But for those who want to shed the extra weight and stacked tolerances of a piggybacked set up for a clean install, you’ll need to follow these guidelines for specialized bike wheel removal. It’s impossible to knock the epoxied-in cups out because the epoxy has such a high shear strength. The epoxy has little resistance to peeling, and so this is what we’re going to do to fix the Specialized OSBB creaking. First, for the integrated bottom bracket, we need to make some cuts.
You’ll need these tools to fix that Specialized OSBB creaking:

Step one is to make sure you’re doing this on a bike with epoxied-in cups. Sorry, but I had to say that. Next, assemble the hacksaw through the bb shell as shown in Figure 1. I like to place the bike on the carpet, wheels up, for the best view and control over the operation. A new, sharp blade is a must. Also, put the blade in backwards so that it cuts on the pull rather than the push. You have a lot more control this way. The only reason they make metal cutting blades cut on the push is so you’re not pulling hot metal shavings onto yourself but seeing that we’re cutting aluminum instead of steel this won’t be an issue.

We are not trying to cut all the way through the alloy at any time. We only want to thin it out as much as possible so we can crack it easily. Let’s think of it as aggressive scoring. Do not cut until you see carbon. Okay?
Start your cut with light pressure as you set the initial cuts nice and straight. It’ll take a bit for you to develop a feel for how quickly the material is coming off. Don’t rush it. You need to stop frequently throughout this process to check on your progress. Figure 2.

Once you’ve cut the bores you’ll need to do the flange as well. Do I need to say “Be very careful”?
I sometimes ring flanges with masking tape to give them a bit of protection in case I have a moment with the saw that proves how human I am.
Once you’re satisfied with your scoring job it’s time to put it to the test by gripping one side of the flange with a pair of pliers, as in Figure 3, and giving a hard twist to see if it will crack. If it doesn’t crack, keep on going, testing frequently until you get results.

If it cracks, keeping on twisting. Put a nice twist in the cup for clearance as you peel it out like the one shown in Figure 4.

After the cup is out you’ll need to remove the epoxy residue. I use a nylon tire lever that’s been sharpened into a chisel-tip scraper or a modified plastic putty knife. Once the big stuff is off it’s easy to slough the residue away with a brand new, clean, ScotchBrite pad with a little White Lighting Clean Streak on it. Clean it until it looks like the bb shell in Figure 5.

Once you get both sides out and completely cleaned up you’re clear to install your BBInfinite OSBB bottom bracket module. If you have any questions or comments, please feel free to contact BBInfinite today!


I have done this on about 6 Specialized bikes so far with no problem whatsoever , Of course I am very careful but that goes without saying when you work with carbon.
I wonder if Specialized Just resorted to gluing their cups inside to resolve the creaking issues,
in this video you see the official Video from specialized when they started the Idea of EPOXYING these cups in their frames .
here the OFFICIAL Video files of the S-WORKS BB/cranks installation.
https://vimeo.com/47627266
https://vimeo.com/97777792
you can see how Specialized keeps changing their BB cups installation of the BB every couple of years and the BB sizes too.
yes all of these variations are called OSBB!!
after all these changes they decided to Epoxy their cups in a carbon shell. and we will have to worry about removing these cups.
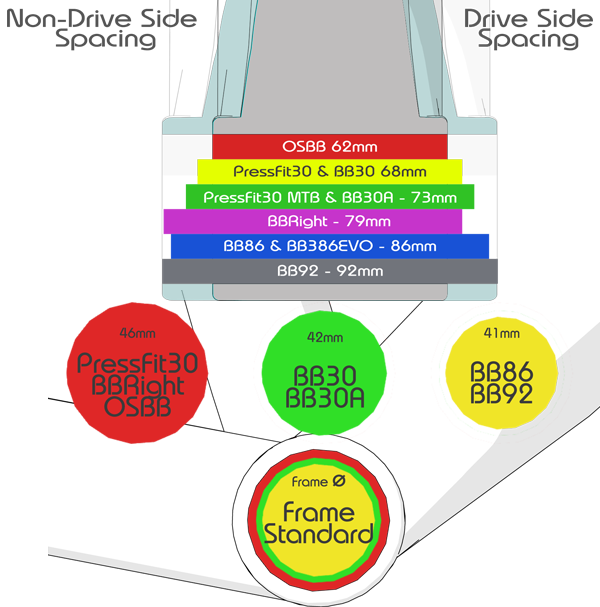
also please note that some Specialized are technically not OSBB by PF30 with a 68 mm wide BB thus please measure your bike before you press the BBinfinite in .

this is awesome. didn’t know you made a module for these frames! will definitely be doing this. green loctite + bb30 isn’t cutting it.
Comments will be approved before showing up.
Jayson Romeo
April 23, 2019
A little nerve racking for a first timer but with a little patience I was able to peel the cups out. I found that using a flathead screw driver on the inside after the flange was split made it easier to grab.